关键词 |
巴彦淖尔激光淬火设备,激光淬火设备厂家地址,内蒙古激光淬火设备,巴彦淖尔激光淬火设备 |
面向地区 |
汽车模具激光淬火加工的优势
1、 与高灵活性:激光束可以实现极小的光斑尺寸和的能量控制,从而确保淬火区域的高度性。同时,激光加工路径灵活可调,能够满足复杂模具表面的加工需求。
2、节能:激光淬火过程时间短,能量利用率高,相比传统热处理方式,能耗显著降低。此外,激光加工无需使用大量的冷却液,减少了环境污染和废水处理的成本。
3、 表面性能:激光淬火后的模具表面硬度显著提升,耐磨性、抗疲劳性和耐腐蚀性均得到增强,显著提高了模具的使用寿命和产品质量。
4、 绿色环保:激光加工过程中几乎不产生有害物质,符合现代制造业对环保的高要求。
激光淬火修复技术工艺步骤
(1)工艺流程:将大齿轮夹紧在激光加工机床上,清除齿轮齿面的油污和锈斑;在需要激光加工的齿面和轴颈部位喷涂吸光涂料,然后用激光加工程序对齿面(齿顶、齿根等)进行淬火。).
(2)淬火工艺参数:激光淬火后的齿面硬度范围可控制在HRC35— 45之间;硬化层的深度为0.4-0.6毫米;激光功率为2.0-3.5 kw;淬火速度为10–50mm/s,根据齿轮齿面、齿根和齿顶对材料表面硬度的不同要求,采用数控系统分段分区改变工艺参数,获得相应的激光硬化层。激光淬火后,不回火,齿面表面粗糙度基本不变。
(3)激光熔覆的工艺指标:单层激光熔覆厚度可根据需要在0.2-2.5毫米之间调整。激光熔覆层的硬度可根据工件的要求在HRC 25-60之间调节。对于大型钢齿轮,可以不预热直接包覆。熔覆层均匀连续,无裂纹、气孔等冶金缺陷。
激光淬火生产中的主要问题
根据激光表面淬火技术研究中的工艺参数及其内在联系可以知道,在激光淬火生产过程中,操作者对工艺参数的控制非常严格,工艺稳定性差是必然的。产生这种现象的主要原因是光斑的功率密度和激光的不均匀性影响淬火过程的稳定性;光斑形状对硬化层均匀性的影响:激光表面淬火难以大面积硬化层;工件初始状态对激光淬火质量的影响。
激光淬火的特点以及几种不同的表述方式:
1、加工:通过快速加热(105~106ºC/s)和快速自冷(105 ºC/s)的方式,可以提高扫描速度和生产率,从而取代传统的淬火方式。
2、 淬火质量均匀可控:激光相变硬化相比常规相变硬化具有更高的硬度,可获得极细的硬化层组织。采用大功率的激光器,可以实现硬化层深达2mm。淬火质量可以控制,并且激光相变硬化比常规相变硬化更具有优势,硬化层可以更细,同时采用大功率激光器可以提高硬化层的深度至2mm。
3、加工变形小:由于激光加热速度快,所以热影响区相对较小。这导致相变硬化应力和变形相对较小。
4、淬火区域可选: 可以用于淬火的区域有多种选择,能够对形状较为复杂的零件,以及无法使用其他常规方法进行处理的零件进行硬化处理,例如带有凹槽的零件等。
5、自动化程度高:工艺过程可以通过计算机控制实现自动化,从而实现高自动化程度。这种高自动化程度使得产品生产过程可以纳入自动化流水线中,从而提高生产效率。
6、绿色环保: 激光相变硬化热量传导自冷,无需使用水、油等冷却介质,也无需添加功能合金材料,实现了环保和节能。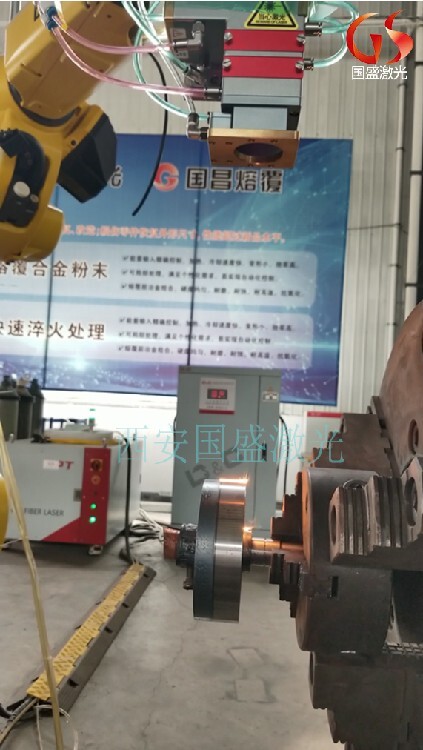
激光预处理过程中应注意的问题:
1、激光能量密度高,需要进行充分的预热,以材料达到一定程度被充分加热和均匀加热,激光能量集中于需要保护部位;
2、在加热过程中不要让金属材料在淬火后冷却,而是让它再加热一段时间,以便获得更高温度下的淬火组织。
齿轮激光淬火优点:
1、特殊优点:齿轮经过激光淬火后,齿面硬,根软。
2、耐磨性高:经过激光淬火处理的齿轮硬度高,金相组织细密,比传统淬火工艺具有更好的耐磨性。激光淬火使组织产生压应力,提高齿轮的抗疲劳能力。
3、变形小:激光淬火齿轮齿形变形在0.01mm以内,无裂纹,并能保持原有的表面粗糙度。激光淬火后的齿轮可直接安装使用。
4、生产周期短:由于激光淬火变形小,一般不需要再次磨削齿轮,简化了生产工艺,提高了生产效率,降低了生产成本。
5、扩大齿轮材料选择范围:可采用钢种制造齿轮,并可通过激光淬火提高齿面硬度,使用要求。