





关键词 |
四川便宜钢板卷圆,钢板卷圆尺寸,重庆钢板卷圆,贵州全新钢板卷圆 |
面向地区 |
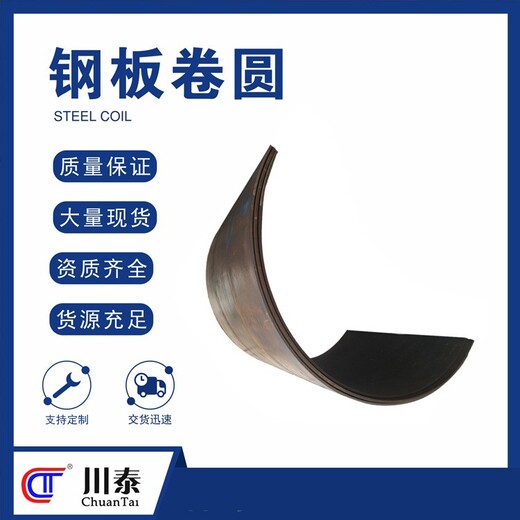
钢板卷圆一般指壁厚45mm以上的钢板卷圆,由于钢板壁厚的增加强度及硬度随着增加,如果还用冷卷办法就容易造成原材料拉伤,出现裂痕等迹象,该厚壁钢管就要采用热卷方法,把钢板整体加热后进行卷制然后焊接,在卷板机内进行旋转成型,再逐支焊接后达到客户需求的长度,之后进行焊缝探伤,把焊筋磨掉后检验出厂。
厚壁钢板卷圆为大口径比较多,由于卷制时的力度大,一般都是卷1.8-2.5m然后在焊接到客户所要求的长度。也称丁字焊接方法,厚壁钢板卷圆的材料可选用 Q235B、Q345B、Q345C、Q345A、16Mn等。45#或者高合金的就比较少见了,因为他们的强度更高。
钢板卷圆加工的加工工艺为我们的日常生活带来了很大的协助,但在运用产品的过程中存在许多问题。当弯头产生缺陷并维护微裂纹不受弯曲钢管的感应加热时,当一定水平的变形温度时,在弯头外侧构成微裂纹。
钢板钢板卷圆加工微弯裂出如今肘部,我们能够依据其成形条件停止有效的讨论。通常,能够有效地完成裂痕的长度。裂痕主要在露营方向上产生,垂直于奥氏体晶界,因而垂直于垂直于管延伸的熔渣。
在加工弯曲后,弯管经过热处置有效地再结晶,使微裂纹变成晶体。在室温和较高温度下,产品屈从强度和拉伸强度不受影响。它的效果,但微裂纹能够招致沟槽冲击值的显着变化。加工弯曲过程中,汽车主要用作负载,因而它将被管道向前拉。在运用过程中,为了改善弯曲,弯曲管子以避免局部壁厚过烧和变薄,并且有效量减少和反弹。提升装置。弯臂和弯曲主轴是一体的,因而能够改动弯曲轴这样,夹紧模具上下挪动,不只构造合理,而且在一定水平上增加了机械部分强度,简化了有效构造,有效简化了电路。钢板钢板卷圆加工当运用弯头时,它不只能够避免汽车与模具碰撞,还能够确保终弯曲的顺利完成。在运用过程中,资料能够被切割和损坏,降低了消费本钱,并且床是焊接的,简单,紧凑。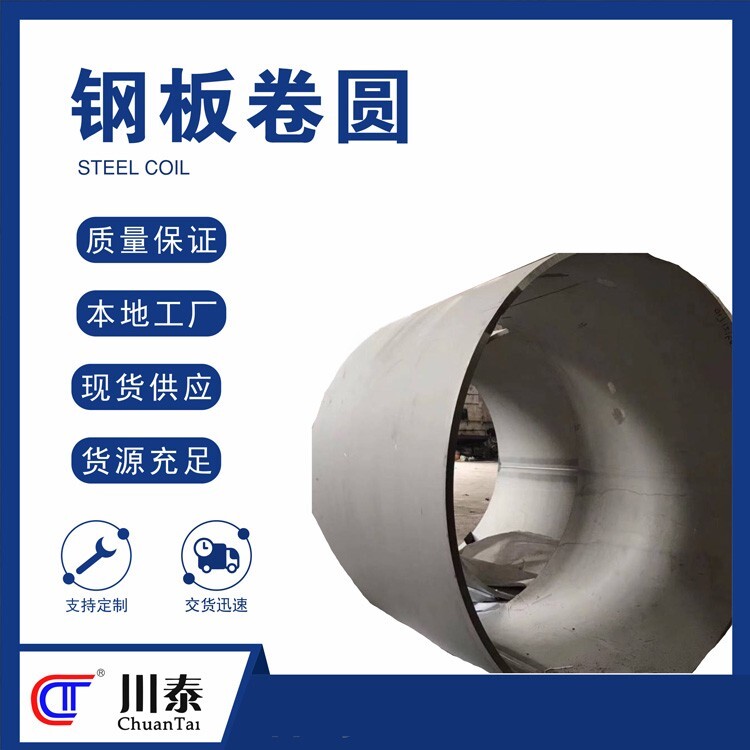
我们根据加工时钢板变形的特点,可以把卷圆过程可分为弹性变形、弹塑性变形、纯塑性变形三个阶段,下面来详细说明:,当钢板刚刚卷成圆形时,外弯矩值一般不大且内应力值小于材料的屈服极限,此时钢板材料只在坯料内部产生弹性变形,这就是所谓的弹性变形阶段。其次,接下来的加工过程,弯矩值会继续慢慢增大,其内应力超过钢板材料的屈服极限,此时钢板材料会由弹性变形阶段,过渡到弹塑性变形和纯塑性变形。
要注意的是如果操作不好的话,还可能还会出现另一种情况,钢板材料可以会产生裂纹。当应力加到大时,金属在大量塑性变形后发生断裂也是非常常见的一种现象。
钢板大型卷圆的加工特点:
要选择塑性好的材料,冲压件的生产中,有些圆筒状的加工需要材料具备良好的延伸性,半径越大变形程度越大,材料越容易开裂,要选择延伸率大的材料,例如不锈钢、黄铜、铝合金等材质的塑性较好。
大型卷圆加工直径要合适,直径的大小取决于轴压模,直径过小会影响稳定率,过大容易产生开裂现象,对成型工序影响很大。在金刚石切割弯曲中,直径保持在20-50是合适的。
钢板卷圆的焊接工艺参数的影响主要包括两方面:
(1)焊接电流根据螺旋钢管的生产特点,通常内焊使用较小的焊接电流,而外焊使用较大的焊接电流。但是,在较大焊接电流条件下,熔池的搅拌作用加剧,且焊丝的熔化量也相应增多,得到的焊缝余高增高,焊缝成型恶化,边缘过渡较差。
(2)焊接电压由于焊接电弧呈圆锥形状,而焊接电压的大小直接影响到电弧的长短。因此,随着焊接电压的增加,电弧长度增加,电弧斑点的移动范围扩大,熔池变宽,会得到较宽的焊缝成型。如果在水平位置进行焊接,仅会使焊缝的宽度发生变化,而不会影响焊缝的边缘过渡。但螺旋焊管的外焊是在斜坡上进行焊接,熔融状态的焊缝金属在重力作用下会发生侧向流淌。由此可知,焊接电压越大,熔池越宽,焊缝金属发生侧向流淌的趋势就越严重,终导致焊缝金属偏流。
徐州本地钢板卷圆热销信息
站内来访





















