关键词 |
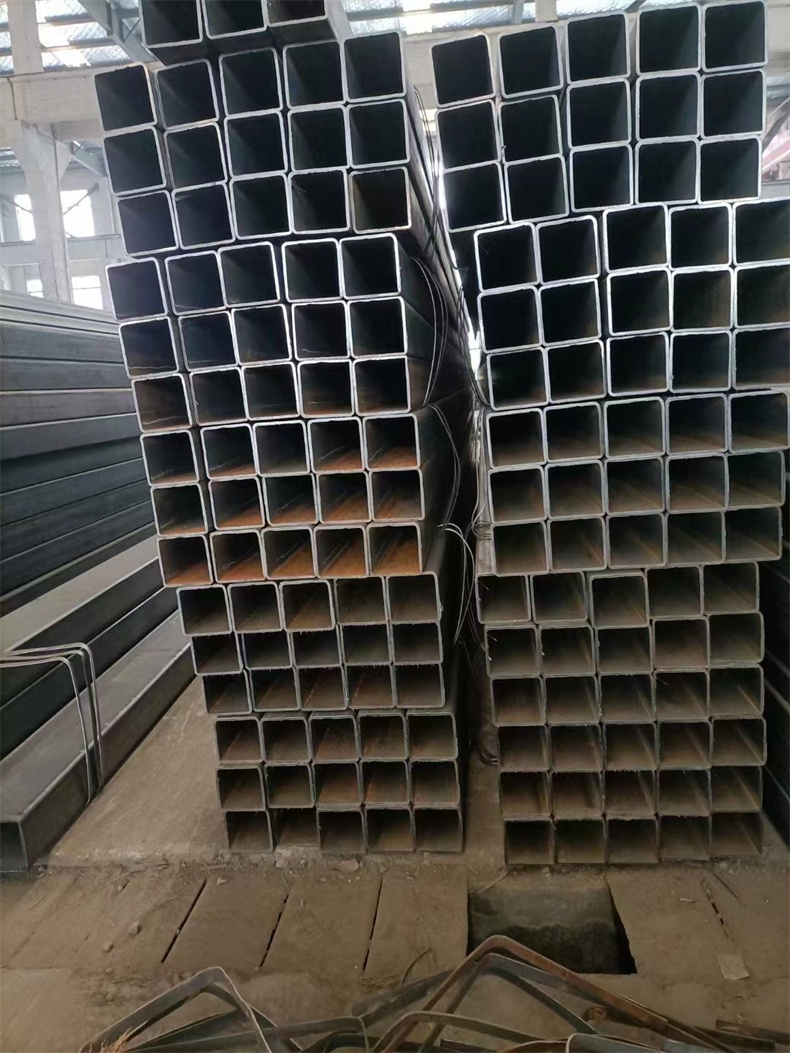
小角无缝方管,50*150*6方管 |
面向地区 |
产地 |
山东 |
|
规格 |
各种规格 |
材质 |
碳钢 |
品名 |
其它 |

 小角无缝方管50*150*6可定尺激光切割打孔20世纪80年代以后,由于顶底复合吹炼转炉的引入,顶吹喷枪射流作为搅拌动力源的作用减少,大幅度提高了其设计和操作的自由度。90年代后半期以后,新日铁扩大应用以MURC(Multi-RefiningConverter)为代表的转炉型铁水预处理法。,在MURC工艺中,用一种喷枪兼顾脱磷吹炼和脱碳吹炼。此外,为了解决随着中间排渣和固态渣等工序的增加而降低生产率的问题,需要进一步优化顶吹喷枪射流。另一方面,在钢铁领域也普及了计算流体力学(CFD:ComputationalFluidDynamics)技术,可以模拟原来不易模拟的压缩性流体、多相现象及反应等复杂现象。
小角无缝方管50*150*6可定尺激光切割打孔20世纪80年代以后,由于顶底复合吹炼转炉的引入,顶吹喷枪射流作为搅拌动力源的作用减少,大幅度提高了其设计和操作的自由度。90年代后半期以后,新日铁扩大应用以MURC(Multi-RefiningConverter)为代表的转炉型铁水预处理法。,在MURC工艺中,用一种喷枪兼顾脱磷吹炼和脱碳吹炼。此外,为了解决随着中间排渣和固态渣等工序的增加而降低生产率的问题,需要进一步优化顶吹喷枪射流。另一方面,在钢铁领域也普及了计算流体力学(CFD:ComputationalFluidDynamics)技术,可以模拟原来不易模拟的压缩性流体、多相现象及反应等复杂现象。

徐州本地方管热销信息